地址山东潍坊
材质碳钢防腐 、玻璃钢
尺寸根据业主要求定制
大小根据要求定做
价格10000
批发范围全国各地
厌氧塔三相分离器防静电措施
三相分离器的操作介质为易燃易爆的油、气,为了了保证设备运行的安全,三相分离器必须具备防静电性能。玻璃钢设备之所以在油气处理领域一直没有得到应用,其主要原因就是防静电问题没有解决所以玻璃钢三相分离器研制的难点在于防静电技术的研究。按照GB13348-92“液体石油产品静电安全规程”的要求,对盛装易燃易爆油品的容器内壁应使用防静电防腐涂料,涂料的体电阻率应低于108Ω.m,面电阻率应低于109Ω,而玻璃钢作为一种良好的电绝缘体其面电阻率一般大于1014Ω。因此玻璃钢三相分离器防静电措施需解决以下三个方面的问题:
(1)防止进、出液管内的静电进入罐体内三相分离器所处理的油井产出液中的盐水是一种良好的导静电介质,只要在进、出液管上的适当位置接地就可把管线内的静电导出。所以分别在三相分离器进出液管的法兰连兰处适当地设置金属接地环就可防止进、出液管内的静电进入罐体。
(2)罐体的防静电措施一般可采用在玻璃钢中加入导电剂的方法来改善其导电性能,但其前提是不能影响其力学、防腐性能。研究中根据实际制作的工艺条件分别采用在罐体内衬层及内部构件外表面层加入石墨或碳黑的方法进行筛选、实验,终选择了加入炭黑的化方案。炭黑是一种化学性能稳定的物质,其粒径较小,大约在25~38nm,与树脂及增强纤维结合紧密,因而不会影响到内衬层的防腐、防渗作用。经部门的实测产品的体电阻率不大于6.9×104Ω.m,其面电阻率不大于8.2×106Ω,满足了规范的要求。
(3)罐体内静电的导出产出液中的高含盐水本身就有利于静电的导出,为充分保证将罐体内积聚的静电导出,在罐体内衬层中均匀分布Φ1的铜丝成网状,将铜丝集结穿过结构层导出罐体并接地。考虑在筒体及封头开口接管时会将导线割断,对开孔处的导线要连接起来以保证导线的连续性。
(4)设备制造工艺研究玻璃钢的力学性能除了与树脂、增强纤维有关外,其加工制造工艺也是重要因素。增强纤维的缠绕方式和缠绕角度不同,其纵、横两个方向的力学性能差别很大。在玻璃钢三相分离器的研制开发中,对其操作工况、受力情况进行了细致的分析。三相分离器作为内压卧式容器,它既不同于管道也不同于常压储罐,要求罐体既能承受内压造成的环向应力和轴向应力,又要满足容器的支承及安装、吊装而必需的钢度。因此三相分离器制造工艺的研究、制定是致关重要的。
由于卧式容器罐壁的环向应力是轴向应力的两倍,所以要求罐壁的环向抗拉强度要大于轴向抗拉强度。综合考虑容器的内压强度及刚度因素确定玻璃钢的力学性能指标为:环向抗拉强度:250MPa轴向抗拉强度:165MPa
为了使玻璃钢达到所要求的力学性能,对缠绕角度进行了多次调整及试验,确定了适合制造三相分离器的缠绕工艺。经严密的检验以及玻璃钢三相分离器的试压、运输、安装、及运行,了各项指标完全达到了设计要求。
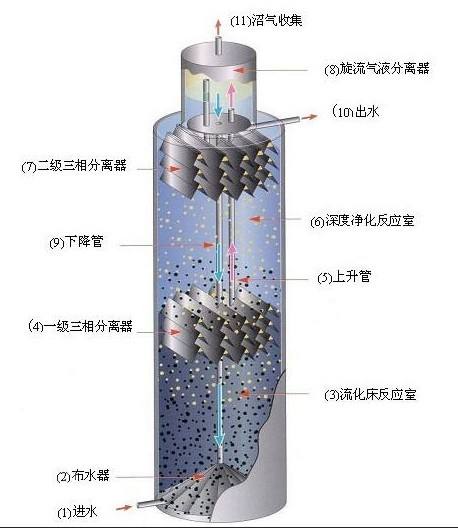
厌氧塔(**式厌氧复合床反应器UBF)的工作原理概述:厌氧复合床反应器实际是将厌氧生物滤池AF与升流式厌氧污泥反应器UASB组合在一起,因此又称为UBF反应器。厌氧复合床反应器下部为污泥悬浮层,而上部则装有填料。可以看做是将升流式厌氧生物滤池的填料层厚度适当减小,在池底布水系统与填料层之间留出一定的空间,以便悬浮状态的颗粒污泥能在其中生长积累,因此又构成一个UASB处理工艺。当污水依此通过悬浮污泥层及填料层,**物将与污泥层颗粒污泥及填料生物膜上的微生物接触并被分解掉。工作原理:经过调节pH和温度的废水首入反应器底部的混合区,并与来自外循环回流的泥水混合液充分混合后进入颗粒污泥膨胀床区进行COD生化降解,此处的COD容积负荷很高,大部分进水COD在此处被降解,产生大量沼气。由于沼气气泡形成过程中对液体做的膨胀功产生了气提的作用,使得沼气、污泥和水的混合物上升,经过填料区的降解后,混合液至反应器**部的三相分离器,沼气在该处与泥水分离后并被导出处理系统。泥水混合物则沿挡泥板下降至反应器底部的混合区,并于进水充分混合后再次进入污泥膨胀床区,形成所谓内循环。根据不同的进水COD负荷和反应器的不同构造,外循环回可达进水的0.5-10倍。经膨胀床处理后的废水除一部分参与循环外,其余污水继续上升,污水进入填料区进行剩余COD降解与产沼气过程,提高和保证了出水水质。由于大部分COD已经被降解,所以填料区的COD负荷较低,产气量也较小。该处产生的沼气也是由三相分离器收集,通过集气管导出处理系统。经过填料区处理后的废水经三相分离器作用后,上清液经出水区排走,颗粒污泥则返回污泥床。

厌氧塔原理:
经过调节pH和温度的废水首入反应器底部的混合区,并与来自外循环回流的泥水混合液充分混合后进入颗粒污泥膨胀床区进行COD生化降解,此处的COD容积负荷很高,大部分进水COD在此处被降解,产生大量沼气。由于沼气气泡形成过程中对液体做的膨胀功产生了气提的作用,使得沼气、污泥和水的混合物上升,经过填料区的降解后,混合液至反应器**部的三相分离器,沼气在该处与泥水分离后并被导出处理系统。泥水混合物则沿挡泥板下降至反应器底部的混合区,并于进水充分混合后再次进入污泥膨胀床区,形成所谓内循环。

折叠UBF反应器特点
可归纳为:(1) UBF反应器结构紧凑, 集厌氧生物滤池(AF)与升流式厌氧污泥反应器(UASB),和沉淀于一体。(2) UBF反应器的特点是能在反应器内形成颗粒污泥,使反应器内平均污泥浓度达到30~40g/L,底部污泥浓度可高达60~80g/L。(3) UBF反应器具有很高的容积负荷,一般为10~20kgCODCr/(m3·d),可达30kgCODcr/(m3·d)。而且水力停留时间短,通常采用中温厌氧消化,有时可以在常温下运行。(4)反应器内设三相分离器,在沉淀区分离的污泥能自动回流到反应区,而切还增加了回流装置。并利用自身产生的沼气和进水水流来实现搅拌混合,也不需要混合搅拌设备。因此,简化了工艺环节和减少了系统工艺设备,维护运行较简单。(5) UBF反应器内设有生物载体区,是一种悬浮生长型和附着生长的厌氧消化方法,厌氧复合床反应器(UBF)与厌氧生物滤池相比,减少了填料层的高度,也就减少了滤池被堵塞的可能性;与UASB法相比,填料层既是厌氧微生物的载体,又可截留水流中的悬浮厌氧活性污泥碎片,从而能使厌氧反应器保持较高的微生物量,并使出水水质得到保证。厌氧复合床反应器综合了厌氧生物滤池与升流式厌氧污泥反应器的优点,克服了它们的缺点,不但增加了生物量,而且提高了反应区的容积利用率,反应器的总高度可大于10m,从而减少了占地面积,处理能力也有较大提高。反应器采用玻璃钢材质,一次整体缠绕工艺成型,制作方便、强度高、占地面积小、处理效率高、效果好、耐腐蚀、抗老化、使用寿命长。反应器可配备在线分析仪、PH控制计、差压变送器、压力传感器、传感器、电导率仪、液位控制计、电磁阀、变频器及控制柜等组成的控制系统,以上控制情况均以数字形式显示在显示器界面上,使管理人员一目了然,并有故障报警,便于管理与维护。

厌氧塔使用方法:
(1)氧化还原电位:利用测定氧化还原电位的方法判定厌氧反应器内的多个氧化还原组分系统是否平衡状态,虽然这种方法可靠性较差,但由于氧化还原电位测定简单,和其他监测指标结合起来应用,有一定的意义。
(2)丙酸盐和乙酸盐浓度比:如果厌氧反应器**负荷**过正常范围,在其他运行参数发生变化之前,丙酸盐和乙酸盐浓度之比会立即升高。因此可以将丙酸盐和乙酸盐浓度之比作为厌氧反应器**负荷引起运行异常的灵敏而可靠的警示指标。
(3)挥发性酸VFA:挥发性酸的异常升高是厌氧反应器中产甲烷菌代谢受到抑制的有效指标。
(4):是降解芳香组和木质素等大分子**物产生的中间产物,当处理含有这类污染物的污水时,厌氧处理出水中含量是比挥发性酸更为敏感的反映厌氧反应器运行状态的指标。
(5)甲硫醇:甲硫醇气味*特,即使含很低,人们也能凭嗅觉感觉出来。甲硫醇含量突然增加(气味突然出现或加大)往往表明进水中氯代烃类有毒物质含量突然增加。
(6)一氧化碳CO: CO的产生与甲烷的产生密切相关,CO难溶于水,可以实现在线监测。气相中CO的含量和液相中乙酸盐的浓度有良好的相关性,CO的含量变化与重金属和由**毒性所引起的抑制作用也有关系。
工业园污水处理
http://djhb8888.b2b168.com